.png "Đăng ký hosting")
Hướng dẫn sửa máy may 1 kim công nghiệp nâng cao
Học sửa chữa máy may 1 kim công nghiệp DDL 5550-DDL 5530 (Nhật). Nguyên lý cấu tạo máy, cách hiệu chỉnh, cách khắc phục một số lỗi phổ thông hay gặp.
Tóm tắt nội dung
Chương I: Chỉnh máy may bằng 1 kim Juki DDL 5550-DDL 5530(Nhật)
I. ĐẶT TÍNH KỸ THUẬT MÁY 1 KIM JUKI: Hướng dẫn chỉnh sữa máy may 1 kim
- Thực hiện mũi may thắt nút mũi may đạt được 5mm.
- Máy có tốc độ cao từ 5000- 5500 mũi/phút.
- Sử dụng động cơ 250- 400w, điện 1 pha (3 pha).
- Máy có cơ cấu điều chỉnh mũi may và lại mũi.
- Máy có hệ thống bơm dầu tự động.
II. QUY TRÌNH HIỆU CHỈNH MÁY MAY CÔNG NGHIỆP 1 KIM:
1. Điều chỉnh bộ tạo mũi: Hướng dẫn chỉnh sữa máy may 1 kim
1.1. Điều chỉnh vị trí trụ kim: Điều chỉnh vị trí trụ kim theo 2 cách:
1.1.1. Lấy theo vạch:
- Dùng kim đúng chủng loại DBx1 #9 đến #14.
- Trên trụ kim (2) có 2 vạch dấu a và b.
- Lắp kim hết đốc vào trụ kim (2) rồi xiết chặt vít giữ kim lại .
- Quay puly theo chiều máy chạy khi kim xuống vị trí tận cùng dưới nới lỏng vít hãm khóa kẹp trụ kim (1)xê dịch trụ kim (2) sao cho vạch trên (b) trùng với mép dưới ống bạc trụ kim(3) rồi xiết chặt vít (1) lại.
- Dùng kim DA x 1 cách lấy chiều sâu kim cũng tương tự như trên nhưng ta sử dụng vạch d.

Hình 1.1. Điều chỉnh bộ tạo mũi
Chú ý: Khi điều chỉnh vị trí trụ kim ta phải xoay trụ kim cho vít hãm kim vuông góc với đường may về bên phải.
1.1.2. Lấy theo ruột ổ:
- Chọn kim đúng chủng loại ,lắp kim hết đốc vào trụ kim.
- Khi kim xuống tận cùng dưới , ta điều chỉnh sao cho mép trên lỗ kim ngang bằng mép trong ruột ổ

Hình 1.2. Điều chỉnh chiều sâu kim khi trụ kim không vạch
1.2. Điều chỉnh bước đi của mỏ ổ và kim, khoảng hở mỏ ổ và kim: Hướng dẫn chỉnh sữa máy may 1 kim
- Nới lỏng 2 vít hãm ổ ,quay puly theo chiều máy chạy cho kim rút lên dần đến khi vạch dưới a trùng với mép dưới bạc trụ kim (3).
- Giữ nguyên vị trí này ta xoay vỏ ổ sao cho mỏ ổ (5) trùng với tâm kim(4)và chỉnh luôn khe hở giữa phần vát của kim và mỏ ổ là 0.05 đến 0.1mm sau đó xiết chặt 2 vít hãm ổ lại.

Hình 1.3. Điều chỉnh bước đi của mỏ ổ và kim, khoảng hở mỏ ổ và kim

1.3. Điều chỉnh đòn gánh máy 1 kim : Hướng dẫn chỉnh sữa máy may 1 kim
1.3.1. Cân bằng kim và lỗ ô van ruột ổ: Điều chỉnh sao cho khi kim chuyển động lên xuống không chạm vào 2 thành ruột ổ.
1.3.2. Khe hở giữa đầu mấu đòn gánh nằm trong rãnh ruột ổ:

Hình 1.4. Khe hở giữa đầu mấu đòn gánh nằm trong rãnh ruột ổ
2. Điều chỉnh cơ cấu chuyển đẩy nguyên liệu:
2.1. Điều chỉnh chiều dài mũi may:
- Nhấn cần lại mũi (2) xuống và giữ ở vị trí đó,xoay núm vặn số (1) theo chiều mũi tên cho con số yêu cầu trùng với vạch khắc (3) trên thân máy
- Con số ghi trên mặt núm vặn tính bằng đơn vị milimet.

Hình 1.5. Điều chỉnh chiều dài mũi may
2.2. Điều chỉnh răng cưa: Hướng dẫn chỉnh sữa máy may 1 kim
2.2.1. Cân bằng chiều ngang răng cưa và mặt nguyệt a = b:
- Điều chỉnh sao cho khi răng cưa chuyển động không được chạm vào những cạnh bên của rãnh mặt nguyệt.

Hình 1.6. Cân bằng chiều ngang răng cưa và mặt nguyệt a = b
2.2.2. Cân bằng chiều dọc răng cưa và mặt nguyệt c = d: Với bước đẩy lớn nhất theo chiều dọc răng cưa không được chạm vào 2 cạnh đầu của rãnh mặt nguyệt và cách đều 1 đoạn c = d

Hình 1.7. Cân bằng chiều dọc răng cưa và mặt nguyệt c = d
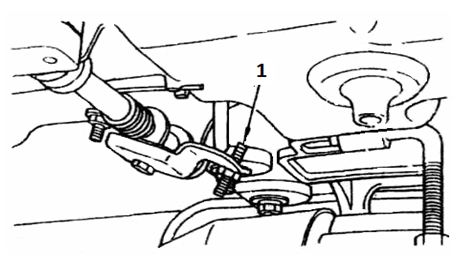
2.2.3. Chiều cao răng cưa:
- Khi răng cưa lên điểm cao nhất thì đỉnh của răng cưa cách măt phẳng mặt nguyệt từ 0.5 – 0.8 mm.
- Tuy nhiên,tùy theo tính chất và chiều dày của nguyên liệu ta có thể điều chỉnh chiều cao của răng cưa từ 0.8 – 1.2mm.
- Điều chỉnh bằng cách nới lỏng vít (2) đưa đế nâng (1) lên hay xuống sao cho đạt yêu cầu.

Hình 1.8. Chiều cao răng cưa
1- Đế nâng 2- Vít hãm đế nâng
2.3. Điều chỉnh bước đi của kim so với răng cưa máy 1 kim:

Hình 1.9. Điều chỉnh bước đi của kim so với răng cưa
1- Kim 2- Răng cưa 3- Vít hãm cam
- Khi mũi kim xuống đến mặt phẳng mặt nguyệt thì đỉnh của răng cưa cũng hạ xuống ngang bằng mặt phẳng mặt nguyệt.
- Tuy nhiên tùy theo nguyên liệu may ,ta có thể điều chỉnh sao cho khi kim xuống chạm vào nguyên liệu, lúc đó răng cưa đang đi xuống và cách mặt trên của mặt nguyệt từ 0.1 – 0.5 mm.
- Ta điều chỉnh bằng cách nới lỏng 2 vít hãm cam nâng và xoay cam theo chiều máy chạy sao cho đạt thông số kỹ thuật của răng cưa rồi xiết chặt 2 vít hãm cam nâng lại .
2.4. Điều chỉnh cơ cấu nén ép nguyên liệu máy 1 kim công nghiệp:
2.4.1. Điều chỉnh vị trí chân vịt so với kim:
Khi kim chuyển động không chạm vào chân vịt và cách đều 2 mép chân vịt.
- Nới lỏng vít (2)
- Xoay chân vịt sao cho rãnh chân vịt trùng lỗ mặt nguyệt.
- Xiết chặt vít (2)

Hình 1.10. Điều chỉnh vị trí chân vịt so với kim
2.4.2. Điều chỉnh chiều cao chân vịt:
- Nâng bằng tay:
- Khoảng cách mặt dưới chân vịt đến mặt phẳng mặt nguyệt là 5mm khi ta nâng chân vịt bằng tay.
- Xê dịch khóa kẹp trụ chân vịt lên hoặc xuống để giảm hoặc tăng chiều cao chân vịt, xiết chặt vít (2) lại ( Hình 1.11).

Hình 1.11. Nâng bằng tay
- Nâng bằng gạt gối:
Hình 1.12. Nâng bằng gạt gối
1. Vít điều chỉnh nâng bằng gạt gối
- Khoảng cách từ mặt dưới chân vịt đến mặt nguyệt khi ta nâng chân vịt bằng gạt gối (bằng chân) là 10 mm ,tối đa là 13 mm.
- Ta có thể cố định chiều cao của chân vịt khi nâng bằng gạt gối là ở vít (1), để đảm bảo chiều cao tối đa của chân vịt thì khi trụ kim ở vị trí tận cùng dưới không được chạm vào cạnh trên chân vịt.
- Nới đai ốc vít hãm(1) và điều chỉnh vít giới hạn chiều cao chân vịt tối đa là 13mm khi gạt gối nâng chân vịt.
2.4.3. Điều chỉnh lực nén chân vịt:
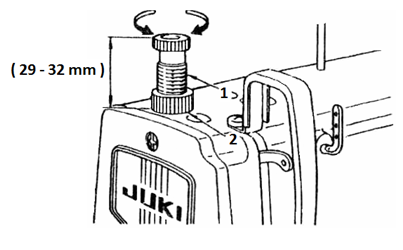
Hình 1.13. Điều chỉnh lực nén chân vịt
1- Khuy nén chân vịt 2- Đai ốc hãm
Tùy theo chiều dày và tính chất của nguyên liệu mà chỉnh lực nén cho phù hợp. nhưng với tiêu chuẩn cơ bản ban đầu ta điều chỉnh như sau: Ta vặn khuy nén trụ chân vịt số (1) theo chiều kim đồng hồ hoặc ngược chiều kim đồng hồ của mũi tên trên hình vẽ sao cho khoảng cách từ mặt trên của khuy nén (1) đến mặt trên thành máy từ 29-32mm.
3. Điều chỉnh cơ cấu kéo cắt chỉ tự động:
3.1. Điều chỉnh thời điểm của cam cắt chỉ:
3.1.1. Điều chỉnh thời điểm:
- Thời gian của cam cắt chỉ cotton và chỉ tổng hợp ta lấy bằng cách đặt dấu chấm trên thân máy thẳng hàng với dấu chấm trên Puly.
- Ta nghiêng đầu máy, quay Puly bằng tay tới khi cò giật chỉ đi lên tới vị trí cao nhất, và ấn cần giử suốt qua bên phải bằng ngón tay, làm cho con lăn ăn khớp với rãnh của cam cắt chỉ duy trì tình trạng này, quay Puly theo hướng ngược lại chiều quay bình thường tìm được một vị trí mà Puly không quay nữa. Lúc đó điều chỉnh thời gian của cam, để chấm đánh dấu trên thân máy thẳng hàng với chấm đánh dấu đỏ trên Puly như được hướng dẫn, điều này quy định thời gian cam đúng cho chỉ cotton và chỉ tổng hợp.

Hình 1.14. Điều chỉnh thời điểm của cam cắt chỉ
1- Thời điểm cam cắt chỉ 2- Vít chỉnh.
3- Cam cắt chỉ 4- Con lăn 5- Cần giử suốt
3.1.2. Điều chỉnh thời gian của cam cắt chỉ:
- Đầu tiên nới lỏng ốc số (1) rồi đến số(2) và đặt dấu chấm đỏ (3) trên Puly thẳng hàng với dấu chấm đỏ trên máy.
- Đặt con lăn cho khít vào rãnh cam trong khi đang ấn cần giử suốt qua phía bên phải, chỉ quay cam bằng tay (đừng quay trục ổ) theo hướng ngược chiều lại với chiều quay bình thường của trục ổ cho tới một vị trí mà cam không thể quay thêm được, ở vị trí này ấn cam ngược lại vòng chận của cam cắt chỉ và xiết chặt lại ốc (2) và tiếp theo là ốc số (1) trên cam cắt chỉ.

Hình 1.15. Điều chỉnh thời gian của cam cắt chỉ
THAM KHẢO:
- Những dấu khắc trên Puly là để định thời điểm tiêu chuẩn của cam cắt chỉ, có thể đạt tới một thời gian sớm hơn 2 hoặc trễ hơn 5 để cắt chỉ cotton hoặc chỉ tổng hợp, trong trường hợp này phải xác định lại là dao di động chia hai sợi chỉ dưới đáy bề mặt của mặt nguyệt, nếu thời gian cắt chỉ quá sớm hoặc quá trễ chỉ giữ lại trên kim có thể trở thành quá ngắn, làm cho chỉ kim tuột khỏi kim lập tức sau khi cắt chỉ.
- Việc định thời gian cam cắt chỉ đối với chỉ cotton và chỉ tổng hợp điều như nhau, vì vậy, những vấn đề sau đây giới thiệu khi dùng chỉ tổng hợp mỏng hơn.
- Bị bỏ mũi khi bắt đầu may.
- Chỉ tuột khỏi kim khi bắt đầu may.
Thực hiện cách điều chỉnh sau đây đối với chỉ tổng hợp đặc biệt:
- Xếp thẳng hàng dấu (1) trên đầu máy với dấu xanh (3) trên Puly.
- Sử dụng chức năng khởi động mềm (800 mũi/phút) cho sự khởi động đầu tiên.
3.2. Xác định vị trí của dao di động:
3.2.1. Vị trí tiêu chuẩn của dao di động:
- Dao di động ở vị trí đúng khi mũi dao di động đến nơi xa nhất là đầu mũi dao ở cách thân kim khoảng 3-3.5mm, nếu dao di động lùi lại không đủ có thể dao không cắt được chỉ kim hay chỉ suốt ở thời điểm cắt chỉ ngược lại, nếu dao di động lùi quá xa dao di động có thể đụng vào răng cưa.

Hình 1.16. Vị trí tiêu chuẩn của dao di động
3.2.2. Cách xác định vị trí của dao di động:
- Điều chỉnh vị trí của dao di động bằng cách thay đổi vị trí bộ phận bên cạnh của nam châm cần nối dẫn động (1) trong khi máy dừng.
- Tháo đai ốc của nam châm cần nối dẫn động (1).
- Di chuyển nam châm cần nối dẫn động vào bên phải hay bên trái để làm rãnh chữ v gặp chu vi ngoại vi của dao di động, chuyển dao tới vị trí đầu được hướng dẫn.
- Xiết chặt ốc khóa của pin nam châm nối dẫn động khi vị đúng của dao di động đã đạt đến. khi di chuyển nam châm điều khiển vào bên phải tăng sự lùi của dao di động. khi di chuyển nó vào bên trái, giảm sự lùi lại của dao di động.
3.2.3. Điều chỉnh vị trí của pin nam châm cần nối di động. khi dao di động không ở vị trí đúng:
- Nới lỏng ốc điều chỉnh của pin nam châm nối dẫn động (1).
- Điều chỉnh để trung tâm của pin nam châm cần nối dẫn động thẳng với rãnh v (3) của đáp điều khiển dao (2) và gắn chặt với pin nam châm cần nối dẫn động bằng cách vặn chặt ốc khóa.
- Vặn hai ốc (5) của chân đáp điều khiển dao (4).
- Di chuyển đáp điều khiển dao (2) để làm cho chu vi của dao di động gặp rãnh v của đế và gắn chặt chân đạp điều khiển dao (4) bằng cách vặn chặt hai ốc (5).

Hình 1.17. Điều chỉnh vị trí của pin nam châm cần nối di động, khi dao di động không ở vị trí đúng
Để tránh những vấn đề này hãy xác định vị trí của dao một cách chính xác.Vị trí trở về chuẩn của dao di động sẽ đạt được bằng cách mang chu vi của dao di động tiếp xúc với rãnh chữ v của đế dao.
- Nới lỏng 2 ốc của cam cắt chỉ (7)và vòng chận cam (6).
- Xếp thẳng hàng chấm đỏ (2) trên bánh đà với chấm đỏ trên máy.
- Quay cam bằng tay cho tới khi ốc số 2 (7) hướng về phía bạn. rồi ấn cò chỉ vào bên phải.
- Quay cam vào bên phải hay bên trái để ấn sâu con lăn vào cam cắt chỉ.
- Cùng với việc ấn sâu con lăn vào cam, quay cam theo hướng mũi tên về phía bạn cho tới khi nó dừng lại trong khi kéo nhẹ cam về bên phải.
- Vặn chặt ốc số 2 của cam.
- Xác định:
- Dấu chỉ định trên đầu máy và bánh đà phải thẳng hàng.
- Con lăn phải vừa khít với rãnh cam.
- Dao lùi phải vừa khít với rãnh cam.
- Vặn chặt 2 ốc của cam.
- Ấn vòng chặn ngược lại với cam và gắn chặt nó bằng cách vặn chặt ốc.
Chú ý: Một sự thay đổi nhỏ ở vị trí bộ phận trên của đáp điều khiển dao sẽ gây ảnh hưởng lớn đến sự lùi lại của dao.

4. Điều chỉnh hệ thống bôi trơn:
4.1. Điều chỉnh lượng dầu cung cấp cho các bề mặt chi tiết:
- Điều chỉnh lượng dầu cung cấp cho cò giật chỉ và biên trụ kim tại vít (1), lượng dầu tối thiểu được cung cấp khi ta xoay vít (1) theo hướng cùng chiều kim đồng hồ.
- Điều chỉnh lượng dầu cung cấp cho cò giật chỉ và biên trụ kim tại vít (1), lượng dầu tối thiểu được cung cấp khi ta xoay vít (1) theo hướng cùng chiều kim đồng hồ.
- Lượng dầu tối đa được cung cấp khi ta xoay vít (1) theo hướng ngược chiều kim đồng hồ.
4.2. Điều chỉnh lượng dầu cung cấp cho ổ:

Hình 1.19 Điều chỉnh lượng dầu cung cấp cho ổ.
1- Biên trụ kim 2- Khủy cò
Xoay vít mũ theo chiều dương lượng dầu vào ổ tăng và ngược lại xoay vít mũ theo chiều âm lượng dầu vào ổ giãm.
5. Điều chỉnh cơ cấu cung cấp chỉ:
5.1. Điều chỉnh đáp dẫn chỉ:
- Khi may vải dày, chuyển đáp (1) qua trái để tăng lượng chỉ được kéo vào từ cuộn chỉ bởi cò giật chỉ.
- Khi may vải mỏng, chuyển đáp (1) qua phải để giảm lượng chỉ được kéo vào từ cuộn chi bởi cò giật chỉ.
- Thông thường, đáp (1) ở vị trí mà vạch (c) của nó trùng tâm vít hãm.

Hình 1.20. Điều chỉnh đáp dẫn chỉ
1. Đáp dẫn chỉ
5.2. Điều chỉnh râu tôm giật chỉ:
- Hành trình và độ căng râu tôm được điều chỉnh theo nguyên kiệu may:
| Nguyên liệu may | Độ căng | Hành trình |
| Dày (mũi may dài) | lớn | ngắn |
| Mỏng (mũi may ngắn) | nhỏ | dài |

Hình 1.21. Điều chỉnh sức căng râu tôm
5.2.1. Điều chỉnh hành trình râu tôm:
- Nới lỏng vít (2)
- Xoay trụ (3) theo chiều kim đồng hồ thì làm tăng hành trình của râu tôm.
- Xoay trụ (3) theo chiều ngược kim đồng hồ thì làm giảm hành trình râu tôm.

Hình 1.22. Điều chỉnh hành trình râu tôm
1- Lò xo giật chỉ 2- Vít hãm 3- Trụ đồng tiền
4- Vít hãm trụ 5- Đồng tiền ép
5.2.2. Thay đổi độ căng râu tôm:
- Nới lỏng vít (4)
- Xoay trụ (3) theo chiều kim đồng hồ thì tăng độ căng râu tôm.
- Xoay trụ (3) ngược chiều kim đồng hồ thi giảm độ căng râu tôm.
5.3. Điều chỉnh lực căng chỉ máy 1 kim công nghiệp:
Yêu cầu điều chỉnh cụm đồng tiền trên là phải hãm chỉ đều, lực hãm phải có tính đàn hồi, để khi đường kính chỉ thay đổi thì bộ phận hãm chỉ hoạt đông tốt.
Dưới nay là các trường hợp xảy ra:

Hình 1.23. Điều chỉnh lực căng chỉ
1- Núm vặn đồng tiền 2- Vít điều chỉnh me thuyền
- Cụm tiếp chỉ điều chỉnh đúng: Nút thắt giữa chỉ trên và chỉ dưới nằm giữa 2 lớp vải. Chỉ ôm sát mặt nguyên liệu.
- Hiện tượng nỗi chỉ trên:
- Cò giật chỉ kéo nhánh chỉ phía lỗ kim nhiều hơn, gây nên hiện tượng sùi chỉ trên.
- Hình vẽ cho ta thấy nổi chỉ trên là do chỉ trên quá chặt hay chỉ dưới quá lỏng, nếu chỉ dưới quá chặt ta vặn núm điều chỉnh cụm đồng tiền theo chiều (-) mũi tên. nếu chỉ dưới quá lỏng ta xiết vít hãm me thuyền theo chiều (+) mũi tên, sao cho nút thắt chỉ trên và chỉ dưới nằm ở giữa 2 lớp nguyên liệu và ôm sát mặt nguyên liệu.
- Hiện tượng nỗi chỉ dưới:
- Cò giật chỉ kéo nhánh chỉ phía cuộn chi nhiều hơn, vòng chỉ không rút lên được hết, gây nên hiện tượng nỗi chỉ dưới.
- Hình vẽ cho ta thấy hiện tượng nỗi chỉ dưới là do chỉ quá chặt ta điều chỉnh bằng cách nới lỏng vít hãm me thuyền theo chiều (-) mũi tên, nếu chỉ quá lỏng vặn núm điều chỉnh lực ép cụm đồng tiền theo chiều (+) mũi tên.
- Hiện tượng lỏng chỉ:
- Khi lực ép đồng tiền chỉ trên và lực ép me thuyền chỉ suốt dưới lỏng, thì gây nên hiện tượng lỏng chỉ trên 2 mặt nguyên liệu, đường may không thẳng hàng, chỉ ôm không sát nguyên liệu.
- Ta điều chỉnh bằng cách xiết vít hãm me thuyền theo chiều (+) mũi tên và đồng thời vặn núm điều chỉnh cụm đồng tiền theo chiều (+) mũi tên.
- Hiện tượng chặt chỉ:
- Khi lực ép đồng tiền chỉ trên và lực ép me thuyền quá chặt, thì gây nên hiện tượng chặt chỉ trên 2 mặt nguyên liệu, đường may nhăn nhúm.
- Ta điều chỉnh bằng cách nới lỏng vít hãm me thuyền theo chiều (-) mũi tên và đồng thời vặn núm điều chỉnh cụm đồng tiền theo chiều (+) mũi tên.

Hình 1.24. Hiện tượng nỗi chỉ dưới
5.4. Hướng dẫn cách xỏ chỉ:
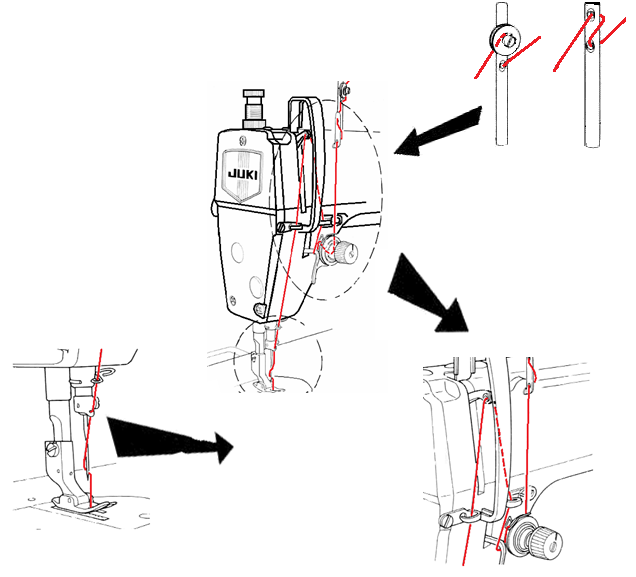
Hình 1.25. Hướng dẫn cách xỏ chỉ máy 1 kim
6. Các bệnh hỏng hóc thông thường của máy may bằng một kim mũi may thắt nút:
6.1. Đứt chỉ:
- Nguyên nhân do chỉ:
- Chất lượng chỉ không đảm bảo.
- Dùng chỉ đúng độ se (đối với máy may 1kim mũi thắt nút phải dùng chỉ se).
- Nguyên nhân do máy.
6.2. Đứt chỉ trên:
- Chỉ đi qua nơi sắc cạnh.
- Bản lề thuyền không khép kín.
- Độ căn chỉ trên quá lớn.
- Cò giật chỉ rơ mòn.
- Ruột ổ rơ mòn.
- Sử dụng kim và chỉ không phù hợp.
- Chủng loại kim sai, chỉ số kim sai
- Kim lắp sai.
- Chỉnh mỏ ổ đi quá sớm hoặc quá muộn.
- Máy chạy ngược.
- Chỉ bị kẹt trên đường đi.
- Sức căng chỉ quá lớn hay quá nhỏ.
- Kim bị cong hoặc bị sướt hoặc bị cùn.
- Kim quá nhỏ hay quá lớn so với chỉ.
- Lắp kim sai hướng.
6.3. Đức chỉ dưới:
- Me thuyền, me ổ, lỗ tấm kim sắt cạnh.
- Sức căng chỉ dưới quá chặt.
- Suốt chỉ quá đầy.
- Suốt chỉ bị sướt hoặc sắc cạnh.
- Vỏ thuyền bị khuyết hoặc ovan.
6.4. Bỏ mũi:
- Bước đi kim- ổ sai.
- Mỏ ổ mòn.
- Dùng kim và chỉ không phù hợp.
- Kim bị cong.
- Mũi kim bị cùn.
- Kim quá nhỏ hay quá lớn so với chỉ sử dụng.
- Kim gắn sai chiều.
- Lực ép chân vịt quá yếu, chân vịt cong vênh.
- Lỗ tấm kim lớn.
- Kim cong, tà mũi.
- Trụ kim cong, rơ mòn.
- Vải quá mỏng hoặc quá dày.
- Sức căn chỉ kim quá lớn.
- Tốc độ máy nhanh.
- Định thời điểm đưa vải sai.
- Điều chỉnh lò xo giật chỉ sai( khoảng hoạt động quá lớn, sức căng chỉ quá nhiều).
- Răng cưa không đụng vải.
- Rãnh chân vịt quá lớn.
- Chân vịt không song song với mặt nguyệt.
6.5. Gãy kim:
- Kim cong, trụ kim rơ mòn.
- Bước đi kim – ổ sai.
- Chỉ to so với kim
- Chỉ trên quá căng.
- Kim đâm vào chân vịt, tấm kim, thân suốt.
- Kim bị tuột.
- Chất lượng nguyên liệu không đều.
- Kim đâm quá sâu.
- Ruột ổ rơ mòn.
- Đòn gánh ruột ổ tuột.
- Bước đi kim – răng cưa sai.
6.6. Nổi chỉ:
6.6.1. Nổi chỉ trên:
- Đồng tiền quá chặt hoặc me thuyền quá lỏng.
- Râu tôm quá căng hoặc răng cưa đẩy quá nuộn.
6.6.2. Nổi chỉ dưới:
- Đồng tiền quá lỏng hoặc me thuyền quá chặt.
- Râu tôm yếu, răng cưa nay sớm.
6.6.3. Nổi chỉ từng đoạn:
- Mấu đòn gánh điều chỉnh chưa đúng.
- Ruột ổ rơ mòn.
- Me thuyền lệch hoặc mòn thành rãnh.
6.7. Các hỏng hóc khác:
- Mũi may không đều.
- Răng cưa mòn hoặc quá thấp.
- Lực ép chân vịt yếu.
- Chân vịt rơ lỏng.
- Vải may bị dồn giữa mặt nguyệt và răng cưa.
- Hư hỏng hệ thống bôi trơn
- Vải nhăn.
- Lực căng 2 chỉ quá lớn.
- Răng cưa quá cao.
- Lực đè chân vịt quá lớn.
- Kim quá lớn.
- Răng cưa đẩy quá sớm.
- Chỉ có độ ma sát cao.
- Ổ đi quá trể.
- Đường dẫn chỉ không tốt.
- Mặt chân vịt không trơn.
- Lỗ mặt nguyệt quá lớn.
- Rãnh chân vịt quá lớn.
- Chân vịt không song song với mặt nguyệt.
- Đầu kim bị cùn.
- Độ nghiêng của răng cưa không đúng.
- Tốc độ may quá nhanh....

.png "Đăng ký tên miền")
.png "Đăng ký Cloud VPS")